





Laser welding of transparent plastics
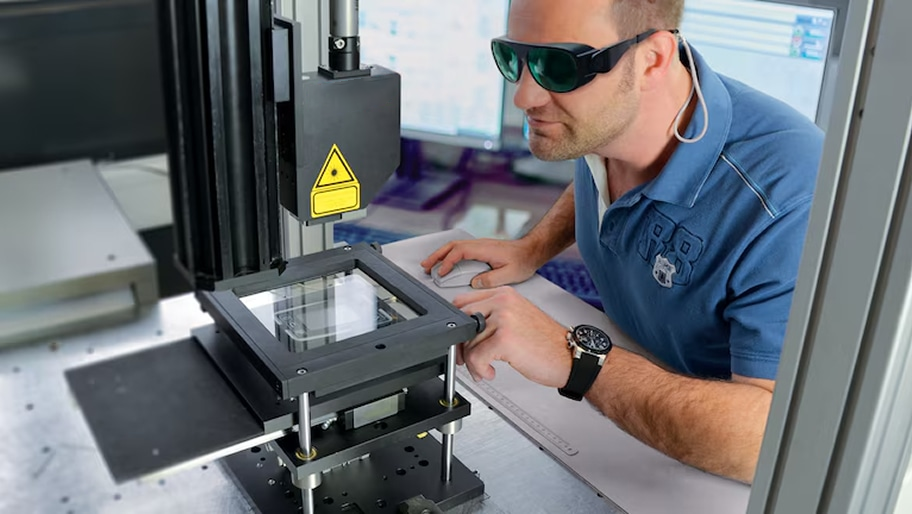
Laser welding of transparent plastics is a pioneering technology that enables clean weld seams for transparent components without the addition of absorbers. It opens up new areas of application in medical technology, where transparency is crucial.
Authors: Claas Steffen, Manager R&D Engineering, Hymson Novolas Technologies AG; Anja Wieder, Corporate Communication Manager, Hymson Novolas Group
Laser welding of plastics has been an established joining technique for years and is becoming increasingly important. New areas of application for the process are constantly being developed in various branches of industry. One new method is particularly forward-looking: the welding of transparent plastics for special applications. This process enables laser welding without the addition of pigments or absorbers, which are necessary in classic laser welding processes. In areas of application such as medical technology or the food industry, where optical analysis processes and the reliable detection of impurities in production require the transparency of the parts used.
Tried and tested laser welding method
During conventional laser welding of plastics, a joining partner transparent to the laser beam is joined with an absorbent joining partner. Laser radiation with a wavelength in the near infrared range penetrates the transparent joining partner and meets the absorber, where the radiation energy is converted into heat. Both joining partners are melted by heat conduction and bond. As soon as the parts to be joined cool down, a weld seam is formed. The prerequisite for this welding process is that laser energy is absorbed in the vicinity of the contact surfaces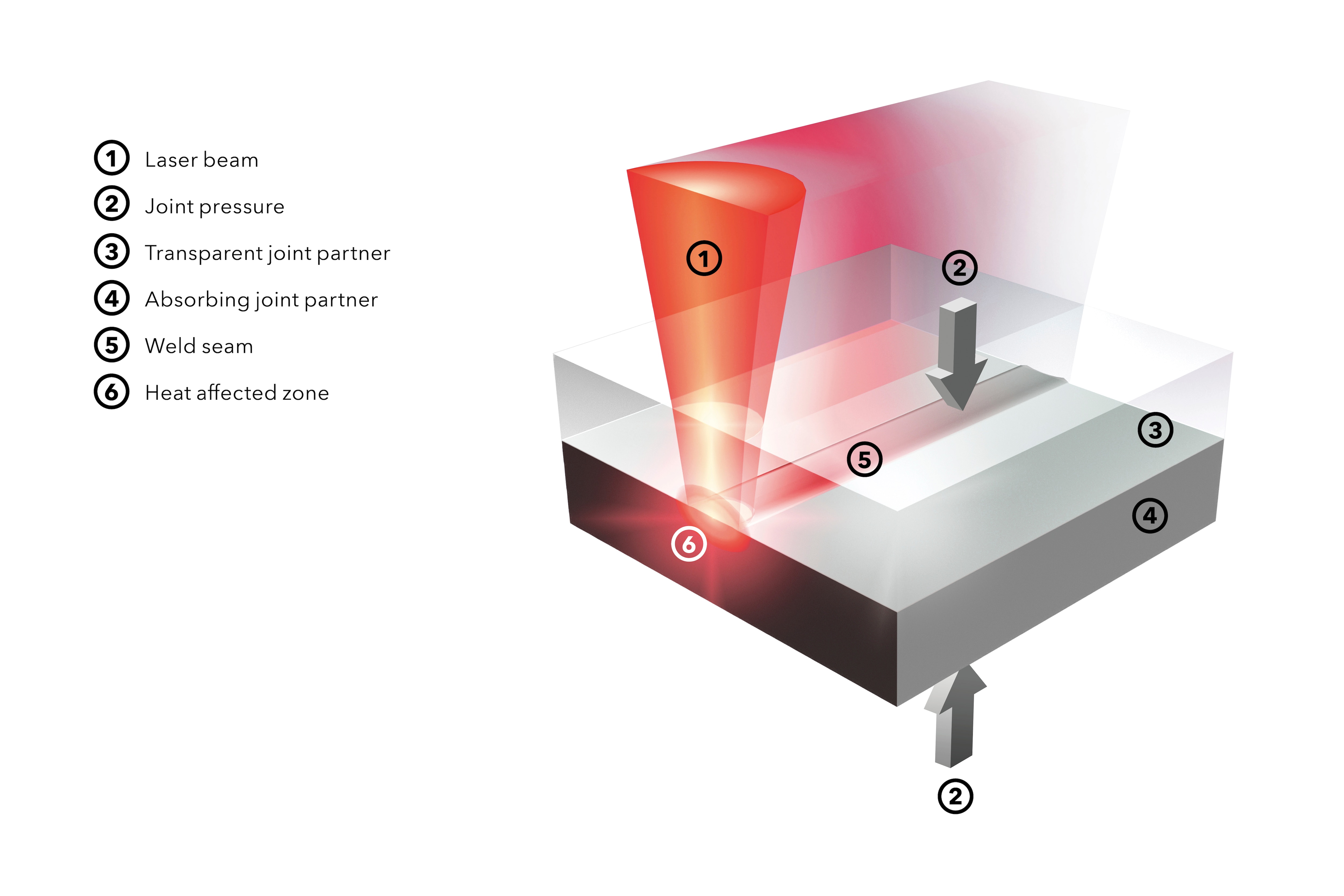
The wavelength is decisive
Transparent plastics naturally allow the laser radiation that is normally used for laser plastic welding to pass through. This presents a challenge when welding transparent joining partners because the laser radiation cannot be converted into the heat required for the welding process. To enable the welding of two transparent plastic components, an adaptation of the laser welding process is required: using of a suitable wavelength.
Many optically transparent plastics, which are highly transparent at a wavelength of 900 to 1100 nm, absorb a significantly larger proportion of the laser radiation at around 2000 nm (2 µm). This means that transparent plastics can be welded in this wavelength range. The optical elements of these optical systems (such as SPOT or GLOBO optical systems) must be matched to the new wavelength.
But which laser is suitable for these plastic welding applications? Lasers that emit at a wavelength of 1940 nm or 1960 nm are thulium fiber lasers. It is exactly these wavelengths that are ideal for bonding transparent plastics. While additive-free plastics are often almost completely transparent at diode and Yb fiber laser wavelengths (800–1100 nm), they absorb significantly more laser energy at the wavelength of a thulium fiber laser. This property makes it possible to use the plastic itself to absorb the laser output and weld parts together.
The problem of volume absorption
Although an additional absorption layer is not necessary with this method, it also has its downsides: in contrast to surface absorption, this method absorbs over the entire volume. The laser beam permanently emits a part of the laser energy to the plastic as it passes through it. This is converted into heat and so heats the material along the length of the laser beam.
This volume absorption leads to the formation of a heat affected zone extending vertically through the entire thickness of the component. The locally heated material increases in volume when heated and shrinks again when cooled. This can lead to tension in the contact surface of the welding partners, potentially leading to the formation of cracks, which can in turn lead to leaks. A sharp focus can be a way of overcoming this difficulty. A large beam diameter and a short focal length create a large intensity gradient across the entire section. The laser beam experiences the greatest energy density/intensity in the focus. Outside of the focus, the intensity drops. With optimally set parameters, melting can therefore only take place close to the focal point. If there is a risk of excessive surface heating, temperature measurement can be used for control or regulation.
Temperature measurement during welding
Temperature measurement (pyrometry) during welding is often used for process controls and quality assurance. It is used to check the melting temperature, to detect weld seam defects or for statistical purposes. This function is even more useful when laser welding transparent parts, as it allows monitoring of the surface heating. Among other things, Hymson Novolas uses the conventional on-axis pyrometer here, which is operated with pulsed laser output. By periodically switching the laser on and off, it is possible to measure the temperature only during pauses in radiation. This is needed because the radiation from the laser distorts the pyrometer signal.
Focus on medical technology and the food industry
Laser welding of transparent plastics (“clear-to-clear”) offers a wide range of possible applications, especially in areas where precision, hygiene and material integrity are crucial. Specific applications include:
Medical engineering
Production of microfluidic components used in lab-on-a-chip devices for diagnostic purposes.
Production of medical containers such as blood and infusion bags or medical waste bags.
Production of medical implants and prosthetics.
Food and beverage industry
Welding of transparent packaging that enables the safe and biocompatible storage of food.
Production of packaging especially designed to protect food and keep it fresh.
Automobile industry
Application in sensor technology, for example in the production of sensors integrated into transparent plastic parts.
Production of aesthetic components that need to be transparent, e.g. lighting elements or decorative paneling.
Electronics and Optical systems
Production of optical components such as lenses and prisms made from transparent plastics.
Production of housings and covers for electronic devices that need optical transparency.
Packaging Industry
Welding of thin films for special packaging requirements.
Production of security seals and other elements for consumer protection packaging.
Key technology with minor hurdles but lots of potential
Laser welding of transparent plastics (“clear to clear”) is increasingly establishing itself as a key field in areas such as medical technology and the food industry. This method makes it possible for the first time to weld without an absorber in one of the joining partners, which ensures clean production, making it ideal for medical and food-safe applications.
Modern techniques such as the use of powerful thulium fiber lasers with specific wavelengths (1940 nm or 1960 nm) take advantage of the natural absorption properties of transparent plastics to convert laser energy into heat. This enables welding without an absorber, but presents the challenge of volume absorption, which leads to an enlarged heat affected zone and can potentially affect the structure of the plastic.
Exact control of the process parameters and the use of pyrometry for temperature control are critical for the quality of the weld seams, especially in the production of microfluidic components, blood bags or the joining of thin plastic films.
This is not only used in medical technology, but also in the automotive industry for aesthetic or sensory applications and in the food industry, where biocompatibility plays a major role. This is why clear-to-clear laser welding represents an innovative solution for increasing efficiency and quality in the manufacture of transparent plastic products, opening up many new areas of application for laser welding technology.
Want to improve your manufacturing processes by mastering laser welding of transparent parts? Learn how to accurately measure temperature during welding with pyrometers.
Find out more Now and Download our Expertise for Free.